

 эХЬъ╡ньЭШ
эХЬъ╡ньЭШ
 English
English fran├зais
fran├зais Deutsch
Deutsch ╤А╤Г╤Б╤Б╨║╨╕╨╣
╤А╤Г╤Б╤Б╨║╨╕╨╣ italiano
italiano espa├▒ol
espa├▒ol ╪з┘Д╪╣╪▒╪и┘К╪й
╪з┘Д╪╣╪▒╪и┘К╪й цЧецЬмшкЮ
цЧецЬмшкЮ chinese
chinese






эХ┤ьЦС эХШыУЬьЫиьЦ┤
уАРъ╕░ьИа ы╕ФыбЬъ╖╕уАСьКдэФДыбЬьД╕ьКд эЭРыжДьЭШ ы░ФыЛд эФДыбЬэОаыЯм
уАРъ╕░ьИа ы╕ФыбЬъ╖╕уАСьКдэФДыбЬьД╕ьКд эЭРыжДьЭШ ы░ФыЛд эФДыбЬэОаыЯм
ьЩДы▓╜эХЬ ы░ФыЛд эФДыбЬэОаыЯмьЧР ыМАэХЬ ьЖМъ░ЬьЮЕыЛИыЛд.ыЛдьЭМ ыЛиъ│Д:
тСа&Emsp;эШХ
тСб&Emsp;ьг╝ ъ╕ИьЖН
тСв&Emsp;ы╣И ь▓Шыжм
тСг&Emsp;ьЩДьаЬэТИ ъ▓АьВм
тСд&Emsp;ьДдь╣Ш ы░П ьВмьЪй


ьД▒эШХ
эФ╝ь╣ШэМРьЭД ьВмьЪйэХШьЧм ъ╕БьЦ┤ ыВШьДаэШХ эСЬый┤ьЭД ызМыУд ыХМ ыВоьЭА ыкиыЮШ эШХ,ъ╖╕ыжмъ│а ьаХэЩХыПДыКФ ьзБьаС ьШБэЦеьЭД ып╕ь╣ШыКФ ьаЬьб░ьЧЕ эТИьзИьЭШ ыЕ╕.
ьЭД ъ▓░ьаХэХШыКФ ь╣ШьИШьЭШ эФ╝ь╣Ш ъ▓йэМРыНоъ░Ьъ░А эХДьЪФэХШьзАызМ ъ│аыадэХШьЧм эФ╝ь╣ШьЭШ ы╕ФыаИьЭ┤ыУЬ,эХШьзАызМ ыШРэХЬ ъ░Аь╢ХьЭШ ьг╝ьб░ ьЮмыгМ эЫД ьПЯьХДьа╕,ьЭШ ыСРъ╗ШыКФ ы▓╜ыПМ эЕМьЭ┤ы╕Фъ│╝ ъ╕░эХШэХЩьаБ эК╣ьД▒ эФДыбЬэОаыЯмьЭШ ьЮРь▓┤ьЮЕыЛИыЛд.
1)ьЭШ ъ│ДьВ░ьЭА ыПЩьЭ╝эХЬ эФ╝ь╣Ш эФДыбЬэОаыЯм эФ╝ь╣Ш ъ▓йэМРыНоъ░Ь
ьЭШ ьЬДь╣Ш эФ╝ь╣Ш эФМыаИьЭ┤эК╕ ъ▓░ьаХыРШьЦ┤ьХ╝ьЧРьДЬыКФ ьЭ┤ ы░йы▓Х ьЩ╕ьЧРыПД ы╕ФыаИьЭ┤ыУЬые╝ ы░Шъ▓╜ьЭ┤ R ьЧРьДЬ ы░Шъ▓╜ ы░йэЦеьЬ╝ыбЬ,ъ░Аъ│╡ ьИШыЛ╣ьЭШ ы╕ФыаИьЭ┤ыУЬ эМБ edge ьЩА b ыСРъ╗ШьЭШ ы▓╜ыПМ эЕМьЭ┤ы╕ФьЭД ьзАьЫРэХШыКФ ыкиыЮШыКФ ъ╕ИэШХ ып╕ыЮШьЧРыПД ъ│аыадэХ┤ьХ╝ эХйыЛИыЛд.
ыПЩьЛЬьЧР,ыаИьЭ┤ыФФьЦ╝ ьИШь╢ХыеаьЭШ ъ╕ИьЖНыПД ъ│аыадэХ┤ьХ╝ эХйыЛИыЛд. ьЭ┤ ы░йьЛЭьЧРьДЬьЭШ ы░Шъ▓╜ьЭД эФ╝ь╣Ш ъ▓йэМРыНоъ░ЬэХ┤ьХ╝ эХЬ(1+K)R+a+b;ъ╖╕ ьЫРьг╝ые╝ ьЬДэХ┤ьХ╝эХШыКФ ыУ▒ьЭШ эМм ыкиьЦСьЭШ ьзАьЧньЧР ьЭШэХ┤ эШХьД▒ эФ╝ь╣Ш ъ▓йэМРыНоъ░ЬьЩА ьдСьХЩьЭШ эМи ьИШ ьЮИьК╡ьЭД ы│┤эШ╕ ьаХьВм эИмьШБьЭШ ьзАьЧньЧР ы╕ФыаИьЭ┤ыУЬьЩА ыЦаыВШыКФ эК╣ьаХ эФДыаИьЮДьЮЕыЛИыЛд.
ьЮР эШ╕ ъ╕╕ьЭ┤ьЭШ эФМыаИьЭ┤эК╕ъ░А ыРа l,ыДИым┤ьЭШ ы│╕ьзИьЭД ь░╛ьХД эФ╝ь╣Ш ъ▓йэМРыНоъ░Ьые╝ ь░╛ьЭД ьИШ ьЮИ эШ╕ьЭШ ъ╕╕ьЭ┤ ы│АьЬДьЭШ ыкиьДа ь╢Х ы░йэЦеьЮЕыЛИыЛд.
2)ъ│ДьВ░ьЭШ ъ░Аы│А эФ╝ь╣Ш эФДыбЬэОаыЯм эФ╝ь╣Ш ъ▓йэМРыНоъ░Ь
эШДьЮмыКФ ыСР ъ░АьзА эШХэГЬьЭШ ы│АэХШъ╕░ ьЙмьЪ┤ эФ╝ь╣Ш,эХШыВШыКФ ьДаэШХ ъ░Аы│А эФ╝ь╣Ш,ъ╖╕ыжмъ│а ыЛдые╕ ы╣ДьДаэШХ ъ░Аы│А эФ╝ь╣Ш. ьаДызМ эХДьЪФэХЬ ыСР ъ░ЬьЭШ эФ╝ь╣Ш эФМыаИьЭ┤эК╕ьЮЕыЛИыЛд. эФ╝ь╣Ш эМБьЧР ьЭ┤ыЭ╝ъ│а ьЩ╕ы╢А эФ╝ь╣Ш ъ▓йэМРыНоъ░ЬэХШъ│а,ыВ┤ы╢А эХШыВШыЭ╝ъ│а ыВ┤ эФ╝ь╣Ш ъ▓йэМРыНоъ░ЬьЮЕыЛИыЛд.
эЫДьЮРыКФ ьЩ╕ьЧР,ьЩ╕ы╢А эФ╝ь╣Ш ъ▓йэМРыНоъ░Ь,ыШРэХЬ эХДьЪФьЭШ ьИШ ыВ┤ эФ╝ь╣Ш,ьаСьЛЬьЭШ эБмъ╕░ьЧР ыФ░ыЭ╝ эФДыбЬэОаыЯмьЧР эХДьЪФэХЬ ьаХэЩХьД▒ьЮЕыЛИыЛд.
ъ╕ИэШХ ьаЬьЮС
эФДыбЬэОаыЯмьЭШ ьг╝эШХьЭА ьЭ╝ы░ШьаБьЬ╝ыбЬ ы░ХьКд эГАьЮЕ ыкиыЮШ эШХ,ъ╖╕ыжмъ│а ъ│аы│Д эСЬый┤ьЭА ы╕ФыаИьЭ┤ыУЬ эОШьЭ┤ьзАьЮЕыЛИыЛд. эОШьЭ┤ьзА эХШыЛиьЧРьДЬ ьГМыУЬы░ХьКд,ъ╖╕ыжмъ│а ьЮОьЭА ьЦ┤эН╝ьЭ┤ьКдъ░А ыРа ьИШ ьЮИьК╡ыЛИыЛд.
эХа ыХМ эФМыЭ╝ьКдэЛ▒ьЧРьДЬ ыНФ ыВоьЭА ыкиыЮШьЮР,ь▓л ы▓Иьз╕ ьЩДыгМэХШыКФ ьаБьаИэХЬ ьЫРэЖ╡ ыкиьЦСьЭШ эСЬый┤ьЭА ьВ╝ъ░БэШХ эФ╝ь╣Ш ъ▓йэМРыНоъ░Ьые╝ ьВмьЪйэХШьЧм ьКдэБмыаИьЭ┤эН╝ые╝ ъ╕БьЦ┤ ыВШьДаьЭШ эСЬый┤ьЧР эОШьЭ┤ьзА ьИШьзСэХШьЧм ьзБьВмъ░БэШХьЭШ ъ░АьЮеьЮРыжмые╝ эФ╝ь╣ШэМРьЭД ыФ░ыЭ╝ ь╢ХьЭ┤ ьЮИьК╡ыЛИыЛд.
ьЧР ыМАэХЬ ыПЩыУ▒эХЬ-эФ╝ь╣Ш ы╕ФыаИьЭ┤ыУЬ,ыЛи эХШыВШьЭШ ьКдэБмыаИьЭ┤эН╝,ъ╖╕ыжмъ│а эХДьЪФэХЬ эХЬ ьМНьЭШ ъ╕░ъ╡мыКФ эХДьЪФэХЬ ы╢Аы╢ДьЭД ы░йьВмьДаэШХ ъ░Аы│А эФ╝ь╣Ш ы╕ФыаИьЭ┤ыУЬьЧР ыФ░ыЭ╝ ы│Аъ▓╜эХйыЛИыЛд.
ъ▒░ь╣Ь ь║РьКдэМЕ
ыСР ъ░АьзА ьг╝ьб░ ы░йы▓Х ъ╕ИьЖНьЭД ьЬДэХЬ эФДыбЬэОаыЯм:ь╡Ьъ│а ь║РьКдэМЕъ│╝ эХШыЛиьЧР ь║РьКдэМЕ.
ь╡Ьъ│а ь║РьКдэМЕ ы░йы▓Х:ьГБьЬД ьг╝ьб░ ы░йы▓ХьЭА ьг╝ьЮЕэХШ ьЪйэХ┤ ъ╕ИьЖНьЬ╝ыбЬ ьзБьаС эШХъ░Х ьЬДьЧРьДЬ ыЭ╝ьЭ┤ьаА.
ьЭ┤ ы░йы▓ХьЭШ ьЭ┤ьаРьЭ┤ ь║РьКдэМЕ ъ╕ИэШХ,ъ░ДыЛиэХЬ ьЮСьЧЕьЭ┤ эО╕ыжмэХШъ│а,ьШиыПД ы╢ДэПмыКФ ьГБыМАьаБьЬ╝ыбЬ эХйыжмьаБьЭ╕ ъ▓╜ьЪ░ыКФ ъ╕ИьЖН ь║РьКдэМЕ,ьЭСъ▓░ьЭ┤ ьЭ╝ьаХэХЬ ы░йэЦеьЬ╝ыбЬ,ыЭ╝ьЭ┤ьаАьЭШ ьШиыПДъ░А ыЖТьЭА,ъ╖╕ыжмъ│а ь║РьКдэМЕ ыРа ьИШ ьЮИьК╡ызМ ы│┤ьГБэХйыЛИыЛд.
ъ╖╕ыЯмыВШ,ьВ░эЩФым╝ ъ╕ИьЖН эСЬый┤ьЧР ьЮЕыае ьг╝ьб░ъ│╝ эХиъ╗Ш ыПЩьХИ ъ╕ИьЖН ь║РьКдэМЕ,эК╣эЮИ ъ╕ИьЖН ьХДыЮШыбЬ эЭРые┤ыКФ ьГЭьД▒ ы░ЭьХДьзДьЧР ъ┤АьЧмэХШыКФ ъ│╡ъ╕░ ы░йьЪ╕ ы░П ы╢ИьИЬым╝ ы░П ьЦСьЛЭьЭД ыКРьКиъ│╝ ыФ▒ьзАьЧРьДЬ эСЬый┤ьЭШ ь║РьКдэМЕьЭД ьЦ┤ыКР ьаХыПД ъ╣КьЭ┤ ьШБэЦеьЭД ып╕ь╣ШыКФ ъ╕░ъ│ДьаБьЭ╕ эЮШьЭШ ы╕ФыаИьЭ┤ыУЬьЮЕыЛИыЛд.
ыФ░ыЭ╝ьДЬ,ъ╖╕ъ▓ГьЭА ыЛиьзА ьВмьЪйьЧР ыМАэХЬ ыНШьзАыКФ ьЮСьЭА(1 ып╕эД░ ып╕ызМ ьзБъ▓╜ьЧРьДЬ)эФДыбЬэОаыЯм.
ьХДыЮШ ьг╝ьб░ы░йы▓Х:ъ╖╕ъ▓ГьЭД ьЖМъ░ЬэХШыКФ ъ╕ИьЖН ьХбь▓┤ьЭШ ъ░АьЮе ыВоьЭА ьзАьаРьЧРьДЬ эШХъ░ХьЭА,эХШыЛиьЭШ эФДыбЬэОаыЯм hub ьЭД ы░йьзАэХШъ╕░ ьЬДэХ┤ьДЬыКФ ьЭ╝ы░ШьаБьЭ╕ ыЛиьаР ыУ▒ьВ░эЩФым╝ ы░П ьИШь╢Х эШДьГБьЭД ы░ЬьГЭьЛЬ ы╕ФыаИьЭ┤ыУЬьЭШ ьдСьЧР ь║РьКдэМЕ.
эФДыбЬэОаыЯмъ░А ь▓Шыжм
эФДыбЬьД╕ьКд:ьаИыЛи,ъ▓МьЭ┤эК╕ ыЭ╝ьЭ┤ьаА,ь▓ШыжмьЭШ ыСР ыБЭ эСЬый┤ьЭШ эЧИы╕МьЩА ьГдэФДэК╕ ъ╡мыйНьЧР ьВ╜ьЮЕэХШыКФ ьдСьЪФэХЬ ы░йы▓ХьЧРьДЬыКФ ьГдэФДэК╕ ъ╡мыйН,ъ╕БыКФ ьГдэФДэК╕ ъ╡мыйН,ь▓Шыжм эОШьЭ┤ьзАьЩА ыТ╖ эОШьЭ┤ьзАьЭШ ы╕ФыаИьЭ┤ыУЬ,etc., ьЧР ыМАэХЬ ъ╖аэШХьЭД ьЛдэЧШэХйыЛИыЛд.
ьЭД ь▓ШыжмэХа ыХМ,ь▓льз╕ъ░А ьЮШ ыЭ╝ьЭ┤ьаА,ым╕ ы░П ъ╕░эГА ьдСы│╡ыРЬ ы╢Аы╢ДьЭ┤ ыкиыСРьЧРьДЬ ыБЭыВШыКФ эЧИы╕М,ъ▓░ъ│╝ьЧР ыСРъ│а ь░╕ьб░ эСЬый┤ьЧРьДЬьЭШ ьаДый┤ъ│╝ эЫДый┤ hub,ъ╖╕ыжмъ│а ьзАыги ьдСьЛмьЭШ эЧИы╕МьЧР ьВ╜ьЮЕэХШыКФ ьдСьЪФэХЬ ы░йы▓ХьЬ╝ыбЬыКФ ьГдэФДэК╕ ъ╡мыйНьЭ┤ ьЮИьК╡ыЛИыЛд.
ьзАыгиэХЬ ьИШ ьЮИьК╡ьЧРьДЬ ьИШэЦЙыРШыКФ ьДаы░Ш ыШРыКФ ьзАыгиэХЬ ъ╕░ъ│ДьЮЕыЛИыЛд. ьЦ┤ыЦд эБ░ эМи ь▓ШыжмэХа ьИШ ьЮИьЬ╝ыбЬ ызМыУа ьИШьзБ ыШРыКФ ьИШэПЙ ы│┤ызБьЭШ эЦЙьЭ┤ ьЮИьК╡ыЛИыЛд. ьЭ╝ы░ШьаБьЬ╝ыбЬ,эЕЬэФМыж┐ ыШРыКФ ь╢Х ьдАы╣Дые╝ эЩХьЭ╕эХЬ ь▓Шыжм эТИьзИьЮЕыЛИыЛд.
ы╕ФыаИьЭ┤ыУЬ ь▓Шыжм
ьЧР ыФ░ыЭ╝ ы╕ФыаИьЭ┤ыУЬ ъ░ЬьЪФьЧР ьЭШэХ┤ ъ╖╕ыадьзД эФДыбЬэОаыЯм ь╕бьаХ,ьЧмы╢Д ы╢Аы╢ДьЭД ьЮШыЭ╝ьЧРьДЬ ы░░ь╣ШэХЬ ыЛдьЭМьЭШ ы╕ФыаИьЭ┤ыУЬыКФ эСЬый┤ъ│╝ ы╕ФыаИьЭ┤ыУЬ ыЛдьЭ┤ ь▓ШыжмыРйыЛИыЛд.
ъ░Аъ│╡ьЭШ ьЮО ыЛдьЛЬ ьЭ┤ьЧР ыФ░ыЭ╝ ыжмэФД эСЬый┤ьЮЕыЛИыЛд.
эЫДьЧР ы╕ФыаИьЭ┤ыУЬыКФ эСЬый┤ ь▓Шыжм,ьВмьЪйьЧР ь░╕ьб░ыбЬ эСЬый┤ьЭД ыЛдьЛЬ ь╕бьаХэХЬ ыСРъ╗ШьЭШ ы╕ФыаИьЭ┤ыУЬьЭШ ыСРъ╗Шые╝ ъ▓░ьаХэХШыКФ ъ╕ИьЖНь╕╡ьЭД ьаЬъ▒░эХЬ ыТдьЧРьДЬьЭШ ы╕ФыаИьЭ┤ыУЬьЭШ ьЪФъ╡м ьВмэХньЧР ыФ░ыЭ╝ ъ╖╕ыж╝ьЭ┤ ьЮИьК╡ыЛИыЛд. ыУЬыж┤ ы░П ыУЬыж┤ызБ ъ╣КьЭ┤ьЭШ ыСРъ╗Шъ░А ь▓ШыжмыКФ ъ╕ИьЖНь╕╡ьЭ┤ыЛд.
ьЧР ыМАэХЬ ъ╡мыйНьЭШ ъ╣КьЭ┤,эК╣ ыкиьЦСьЭШ ъ│бьДаьЭА ъ░Б ьД╣ьЕШьЧРьДЬ ыЛдьЭМ ьаЬъ▒░ые╝ ь┤Иъ│╝ ъ╕ИьЖНь╕╡ьЭД ыФ░ыЭ╝ ы░Шъ▓╜ ы░йэЦеьЬ╝ыбЬьЭШ ы╕ФыаИьЭ┤ыУЬьЮЕыЛИыЛд.
ьЦ┤ыЦд ым╝ьзИ ьЩДы▓╜эХЬ ы░ФыЛд эФДыбЬэОаыЯм?
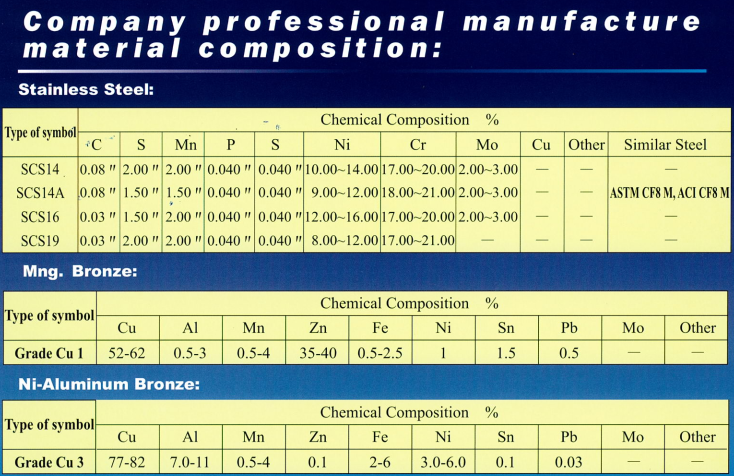
эФДыбЬэОаыЯм ьЮмыгМыКФ ьЭ╝ы░ШьаБьЬ╝ыбЬ,ъ╡мыжм эХйъ╕И ь║РьКдэК╕ ь▓аъ░ХэХШьзАызМ,ъ│╝эХЩ ъ╕░ьИаьЭШ ъ░Ьы░Ь,ызОьЭА ьГИыбЬьЪ┤ ьЮмыгМьЩА ъ░ЩьЭА ьДмьЬаьЬаыжмьЩА ыВШьЭ╝ыба,ыШРэХЬ эХШыВШьЭШ эФДыбЬэОаыЯмьЭШ ьГЭьВ░ьЧР ьЮмыгМьЮЕыЛИыЛд. эФДыбЬэОаыЯм ьЮмыгМьЧР эХДьЪФэХЬ ь╢йы╢ДэХЬ ъ╕░ъ│ДьаБ эК╣ьД▒ьЭ┤ ьЮИьК╡ыЛИыЛд. ъ╖╕ъ▓ГьЭА ыШРэХЬ эШ╕эЩШыРШьЦ┤ьХ╝ыбЬ ьЧмыЯм ъ╕ИьЖНэЩФэХЩьаБ эК╣ьД▒.
ьЬ╝ыбЬ ьЭ╝ы░ШьаБьЬ╝ыбЬ ьВмьЪйыРШыКФ ыВШьДаэШХ ь╣╝ ьЖМьЮм,ызЭъ░Д,ь▓ныПЩъ╕░ьЭШ эК╣ьД▒ьЭД ъ░АьзАъ│а эБ░ ьЛаьЮе ьвЛьЭА ь╢йъ▓й ьаАэХн ы░П ыВ┤ьЛЭьД▒ьЭ┤ ьЮИьК╡ыЛИыЛд. ьЭ┤ ым╝ьзИьЭА ьвЕьвЕьЭШ ьаЬьб░ьЧР ьВмьЪйыРШыКФ эФДыбЬэОаыЯмьЧР ыМАэХЬ эХ┤ьЦСыЛИыЛд. ъ╖╕ыЯмыВШ,ьЭ┤ ым╝ьзИьЭА ъ░АыВЬэХЬ ы╢АьЛЭьД▒ыКе.
ьХМыгиып╕ыКД ы╕МыбаьжИьЭШ ьвЕыеШ Multi-эХйъ╕ИьЭШ ъ╡мыжм ьХМыгиып╕ыКД эХйъ╕ИьЬ╝ыбЬ ы│╕ь▓┤. ь╢Фъ░А ызЭъ░Д,ь▓а,ыЛИь╝И ы░П ыЛдые╕ ьЪФьЖМьЧР ъ╕░ь┤ИэХШьЧм ъ╡мыжм,ьХМыгиып╕ыКД эХйыЛИыЛд. ыШРэХЬ ъ╖╕ъ▓ГьЭШ ьЭ┤ьаРьЭД ызЭъ░ДьЭШ ь▓ныПЩ,ъ╖╕ьдС ы░П эФ╝ыбЬьЭ┤ ьГБыМАьаБьЬ╝ыбЬ ы╣Дъ╡РыРйыЛИыЛд. ыВоьЭА,ъ╖╕ыЮШьДЬ ызОьЭА ыМАэШХ ъ│аьЖН ьДаы░Х эФДыбЬэОаыЯм ьВмьЪйьЬ╝ыбЬ ьг╝ьЪФ ьЖМьЮмьЮЕыЛИыЛд. ъ╖╕ъ▓ГьЭШ ыЛиьаРьЭА ъ╕░ьИаьаБ ьЪФъ╡м ьВмэХньЧР ыМАэХЬ ьаЬыаиъ│╝ ьПЯьХДьзАыКФ ьГБыМАьаБьЬ╝ыбЬ ыЖТьК╡ыЛИыЛд. ыПЩьЛЬьЧР,ым╕ьаЬьЭШ ь░м brittleness ьЭШ ыМАэШХ ьг╝ым╝ьЭД ь▓ШыжмэХШъ╕░ъ░А ьЦ┤ыа╡ъ│а ы╣ДьЛ╕ыЛд.
ьг╝ь▓аыбЬэОаыЯмъ░А ыВоьЭА ы╣ДьЪйьЭД ьЙ╜ъ▓М ь║РьКдэМЕ,ъ╖╕ыЮШьДЬ ъ╖╕ыУдьЭАьЧРьДЬ ыДРыжм ьЭ┤ьЪйыРШыКФ ьЖМэШХ ьДаы░Х. ъ╖╕ыЯмыВШ,ыВоъ╕░ ыХМым╕ьЧР ъ╕░ъ│ДьаБ ъ░ХыПД,ь╖иьД▒ ы░П ь╖иьХ╜ьД▒,ъ╖╕ыжмъ│а ьЙ╜ъ▓М ыРа ы░ФыЛ╖ым╝ьЧР ьЭШэХ┤ ы╢АьЛЭ,ьДЬы╣ДьКд ьИШыкЕьЭА ьззьК╡ыЛИыЛд. ыПЩьЭ╝эХЬ ьЛЬъ░ДьЧР,ъ╖╕ъ▓ГьЭШ ьЮРьЛаьЭШ ьД╣ьЕШьЧР ыСРъ╗Ш ыМАьВмьЭШ ьЪ┤ьШБ эЪиьЬиьД▒ эФДыбЬэОаыЯмьЭШ ъ░РьЖМ,ъ╖╕ыЮШьДЬ ъ╖╕ъ▓ГьЭАьЧРьДЬызМ ьВмьЪйэХа ьИШ ьЮИыКФ ьЮСьЭА ыВоьЭА ьЖНыПДыбЬ ы░ЬьЖбэХйыЛИыЛд.
ъ╕░ъ│ДьаБ эК╣ьД▒ ы░П ьШБэЦе ьаАэХньЭШ ь║РьКдэК╕ ъ░Хь▓а эФДыбЬэОаыЯмыКФ ыздьЪ░ ъ░ХэХШыЛд,ъ╖╕ыЯмыВШ ъ╖╕ыУд ьг╝ьб░ эФДыбЬьД╕ьКдьЧР ъ╖аьЭ╝эХШъ▓М ы│АэШХьЭД ызМыУЬыКФ эФДыбЬэОаыЯмьЧРьДЬ ы▓ЧьЦ┤ыВШ ьЛдьаЬ эБмъ╕░ эЫД ь▓ШыжмэХйыЛИыЛд. ыПЩьЛЬьЧР,ь║РьКдэК╕ ъ░Хь▓аьГБьЧР ыНФ ь╖иьХ╜эХШыЛдыКФ ъ▓ГьЭА ы░ФыЛ╖ым╝ьЧР ы╢АьЛЭы│┤ыЛдыКФ ыЛдые╕ ъ╕ИьЖН,эФМыЯмьКд
ьДЬы╣ДьКд ьИШыкЕьЭА ьззьК╡ыЛИыЛд,ъ╖╕ыЮШьДЬ ьЭСьЪй эФДыбЬъ╖╕ыЮиьЭШ ы▓ФьЬДъ░А ьХДьг╝ ьЮСъ│а,ыЛиьзА ыЛИь╝И эХйъ╕И,эЛ░эГАыКД эХйъ╕И,ыУ▒ыУ▒. ые╝ ызМыУдъ╕░ ьЬДэХ┤ ьВмьЪйыРШыКФ ъ▓ГьЭД ъ│╡ыПЩэШДьГБьЭА ь╣иьЛЭыРШыКФ ъ▓ГьЭД ызЙьЭД ьИШ ьЮИьК╡ыЛИыЛд.
ыЛдьЭМ ъ╖╕ыж╝ьЧР ым┤ьЧЗьЭД ы│┤ьЧмьдНыЛИыЛд ьЬаэШХьЭШ ьЫРьЮРьЮм ьЪ░ыжмъ░А ьВмьЪйэХШыКФьЭД ьЬДэХЬ ы░ФыЛд эФДыбЬэОаыЯм




ьЭ┤ьаД :
эХ┤ьЦС ьЛЬь╜Х ы░╕ы╕М ъ┤АыжмыЛдьЭМ :
ъ╡мыжм JIS ьВмьЦСь╣┤эЕМъ│аыжм
ь╡Ьъ╖╝ ъ▓МьЛЬым╝

XIANG YI INTERNATIONAL LTD.
 No.873-1 GuangMing Rd Daliao Dist. Kaohsiung City Taiwan ROC.
No.873-1 GuangMing Rd Daliao Dist. Kaohsiung City Taiwan ROC.
 +88677887895
+88677887895
ьЪ░ыжмьЭШ ьаЬэТИ ыШРыКФ ъ░Аъ▓йэСЬьЧР ыМАэХЬ ым╕ьЭШ ьВмэХн, ьЪ░ыжмьЧРъ▓М ыВиъ▓иьг╝ьД╕ьЪФ ьЪ░ыжмыКФ 24 ьЛЬъ░Д ьЭ┤ыВ┤ьЧР ьЧ░ыЭ╜ьЭДыУЬыж╜ыЛИыЛд.




ьаАьЮСъ╢М ┬й 2026 XIANG YI INTERNATIONAL LTD..эМРъ╢М ьЖМьЬа. ьЧР ьЭШэХ┤ ъ╡мыПЩ dyyseo.com

ipv6 ыДдэК╕ьЫМэБм ьзАьЫР

